





高温PTFE膜脱氨小试实验报告二
发布时间:
2024-07-18
本次小试实验在原水温度70℃,酸吸收液pH=1条件下:废水加碱量约为1.5g/L(pH=9.03)原水流量为13.2L/h时,一级膜脱氨在稳定运行后产水氨氮含量为9.5mg/L,即满足排水氨氮要求。原水进水20L,硫酸吸收液减少约0.2L。 为确保出水达标稳定排放,可控制加碱量为1.5g/L,原水流量为12.0L/h,一级膜脱氨在稳定运行后产水氨氮含量为7.2mg/L。
1、工艺技术简介
科纳诺开发的脱氨膜产品采用极高比表面积的PTFE中空纤维膜作为脱氨界面。脱氨膜内装有大量的中空纤维,纤维的壁上有微小的孔,水在表面张力作用下不能通过这种小孔,而氨气分子却能够穿过。
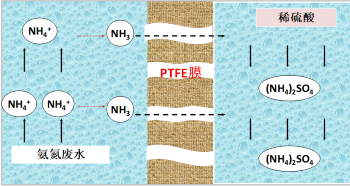
膜吸收法脱氨技术是一种将物理或化学吸收和膜分离相结合的一种新型高效脱氨技术。首先,在氨氮废水中加入一定量的碱液调节pH值,氨氮在水中存在着离解平衡,随着pH升高,氨在水发生解离,当pH高于11时,废水中98%的氨解离成游离态的NH3。调节pH值后氨已解离的氨氮废水和硫酸吸收液分别进入膜接触器的管程和壳程,由于废水中氨已经解离成NH3,NH3会逐渐从气液界面挥发出来,扩散透过疏水多孔PTFE膜的膜孔进入稀硫酸中被吸收。
微观反应过程见图1.
中空纤维结构的疏水PTFE膜具有非常高的比表面积,并为两相传质提供了传质界面。由于PTFE材料具有良好的疏水性和化学稳定性,相比其他膜材,如PP或者PVDF等材料,PTFE膜使用寿命长,运行性能稳定。
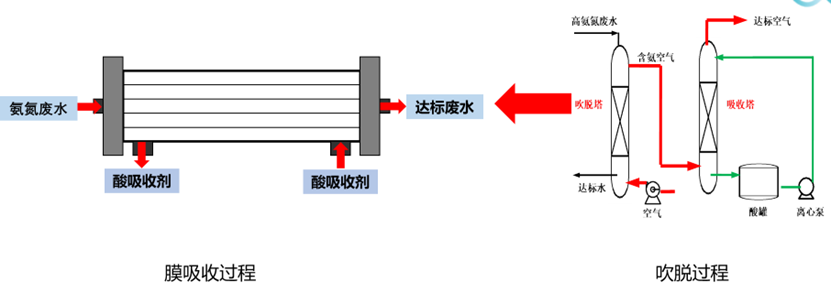
在传统吹脱法工艺中,加碱解离后的高氨氮废水首先进入吹脱塔,使用大量的压缩空气进行吹脱,吹脱后的废气需进入酸吸收塔将废气中氨气吸收,以免进入大气污染环境。
在膜吸收工艺中,膜接触器完整地替代了吹脱塔和解吸塔的功能,将其组合到一个膜接触器的整体中,在膜接触器中,可以同时进行氨气解吸和吸收过程,由于膜接触器中的PTFE中空纤维膜为细丝结构,接触面积大,反应效率提高,可以大大降低设备占地面积。另外,由于膜吸收过程未使用到空气吹脱,因此不
会带来过程的二次污染,具有很强的技术优势。工艺工程见图2.
膜吸收技术的特点优势主要有:
①传质推动力大,氨氮脱除效率高。吸收液对氨的吸收是快速反应,吸收液侧游离态氨的浓度严格为零,这提供了传质过程的最大推动力,使废水中的氨氮可有效脱除至国家允许排放标准以下或指定浓度。
②吸收液除可采用硫酸外,还可采用盐酸、硝酸、可再生吸收剂等,相应的得到的副产品为氯化铵、硝酸铵、氨水等,副产品浓度和纯度较高,可回用或外销以降低废水处理成本。
③能耗小,操作费用低。
④当传统的汽提或吹脱过程需要调节废水pH值时,一般不能使用熟石灰,只能使用NaOH。这是因为汽提过程中随温度上升Ca(OH)2溶解度降低使得其从废水中析出,吹脱过程中废水中的Ca(OH)2与空气中的CO2反应生成难溶的CaCO3,均可造成塔内件的结垢和塔器的堵塞,影响设备的使用寿命和正常操作,即使采用抗结垢的塔内件也需频繁清理塔设备。而稳定膜吸收过程料液不需要和空气接触,因而完全没有以上问题,因而可使用石灰调节溶液pH值,使得操作费用大大节省。
⑤废水中的氨变为吸收液中的铵仅仅需要透过一层厚度为200微米的疏水膜,不需要鼓动大量的空气与废水接触且在封闭体系内进行,因而也无废水中的有毒有味组分被吹入大气的问题,从而避免二次污染,具有很大的环保效益。
⑥采用聚四氟乙烯PTFE膜,耐腐蚀,抗酸碱,运行稳定。
2、实验目的
(1)通过PTFE膜脱氨小试实验对废水处理的可行性进行相关验证;
(2)对整体的运行费用进行相关的估算。
3、实验药品及器材
小试原料:氨氮废水;
小试设备:科纳诺PTFE膜脱氨小试装置;
实验辅助器材:加热棒,数显温度计,pH计 。
4、实验步骤
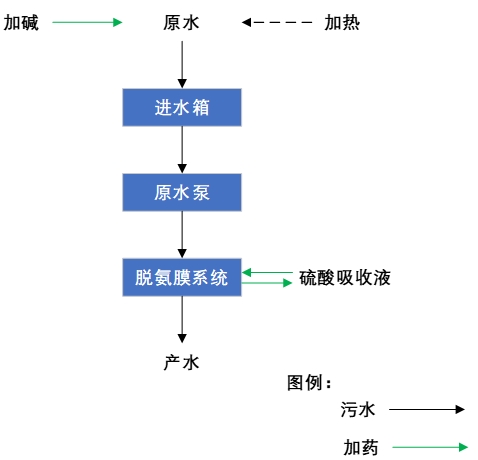
整体工艺路线如下:
5、膜脱氨实验记录与分析
5.1实验结果(管程)
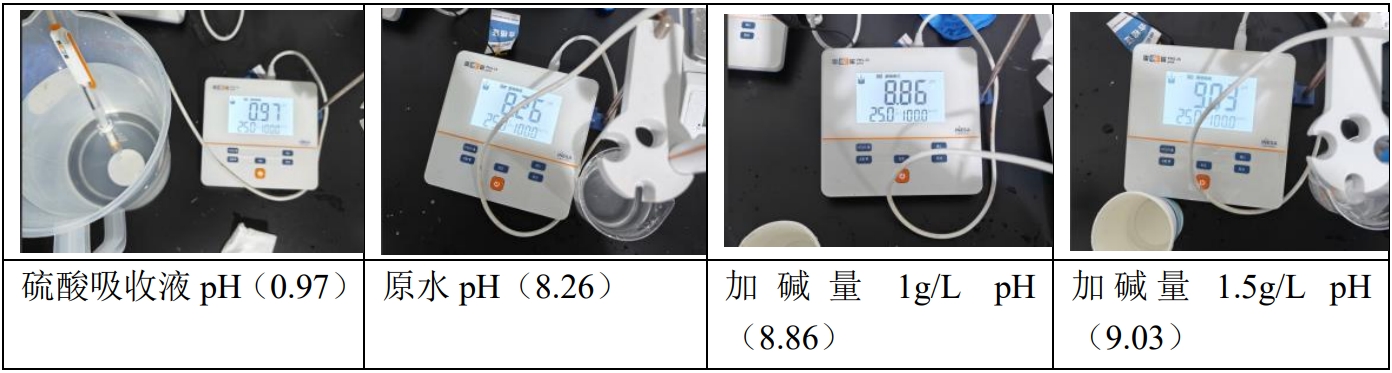
(1) 原水在室温下pH=8.22,氨氮含量在102.8ppm;
(2) 配置2000mL pH=1的硫酸吸收液,将原水温度升至70℃,设置硫酸吸收液流量约为42L/h;
- 当设置进水16.8L/h,加碱量为1g/L(pH=8.86),出水氨氮为24.7mg/L;
- 当设置进水13.2L/h,加碱量为1g/L(pH=8.86),出水氨氮为14.2mg/L;
- 当设置进水13.2L/h,加碱量为1.5g/L(pH=9.03),出水氨氮为9.5mg/L;
- 当设置进水12.0L/h,加碱量为1.5g/L(pH=9.03),出水氨氮为7.2mg/L;
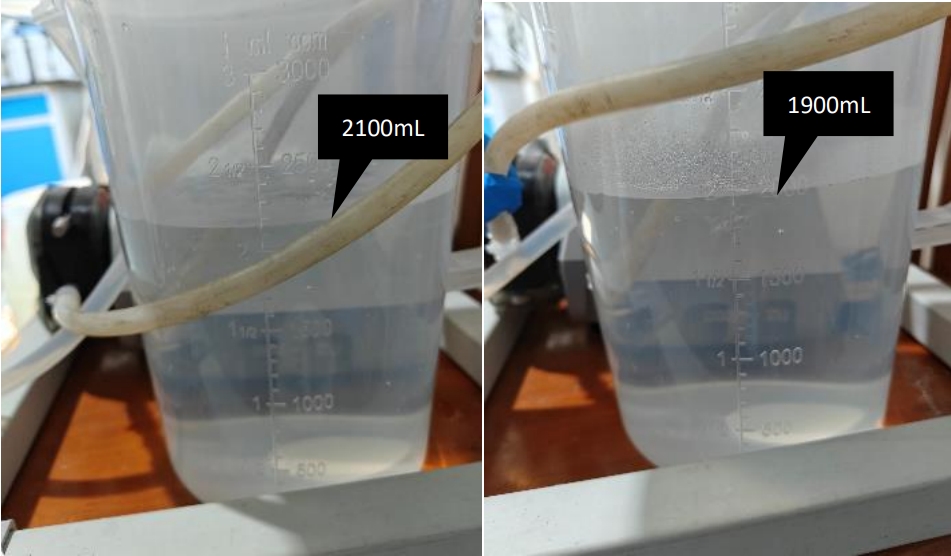
(3) 随着装置的运行,硫酸吸收液体积明显减少,从2100mL到1900mL。
| 温度=70℃,原水流量=16.8L/h,酸循环量=42 L/h,进水pH≈8.86(1g/L) | |||
| / | 氨氮(mg/L) | 脱除率 | 备注 |
| 原水 | 102.8 | / | / |
| 一级出水 | 24.7 | 75.97% | / |
| 温度=70℃,原水流量=13.2 L/h,酸循环量=42L/h,进水pH≈8.86(1g/L) | |||
| / | 氨氮(mg/L) | 脱除率 | 备注 |
| 原水 | 102.8 | / | / |
| 一级出水 | 14.2 | 86.19% | / |
| 温度=70℃,原水流量=13.2L/h,酸循环量=42 L/h,进水pH≈9.03(1.5g/L) | |||
| / | 氨氮(mg/L) | 脱除率 | 备注 |
| 原水 | 102.8 | / | / |
| 一级出水 | 9.5 | 90.76% | / |
| 温度=70℃,原水流量=12.0L/h,酸循环量=42 L/h,进水pH≈9.03(1.5g/L) | |||
| / | 氨氮(mg/L) | 脱除率 | 备注 |
| 原水 | 102.8 | / | / |
| 一级出水 | 7.2 | 93.0% | / |
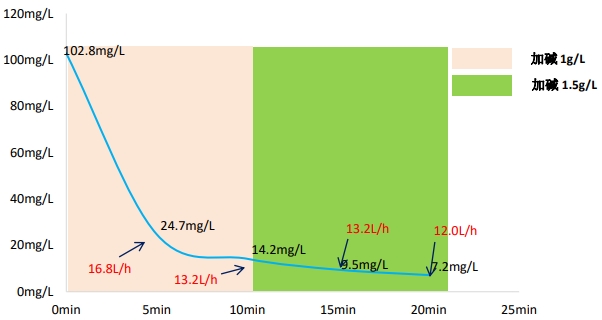
图1 加碱量-氨氮含量变化图
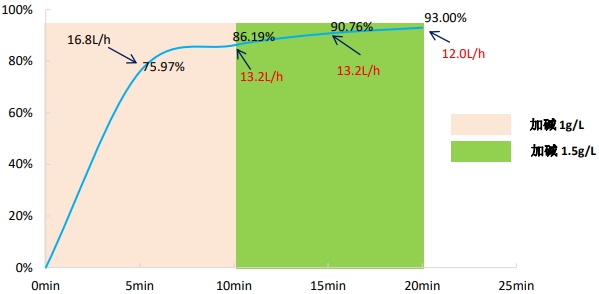
图2 加碱量-氨氮去除率变化图
5.2实验分析及注意事项
(1) 本项目氨氮排放标准为10ppm。本次实验按照原水温度70℃,加碱量1.5g/L,酸吸收液pH=1条件下:原水流量为13.2L/h时,一级膜脱氨在稳定运行后即可满足排水要求;
(2) 在实验过程中发现硫酸吸收液体积逐渐减少,具体可见下图,原因可能是脱氨过程中水温升高,而原水盐分浓度高,硫酸吸收液中的水分渗透进入膜内,随产水排出。
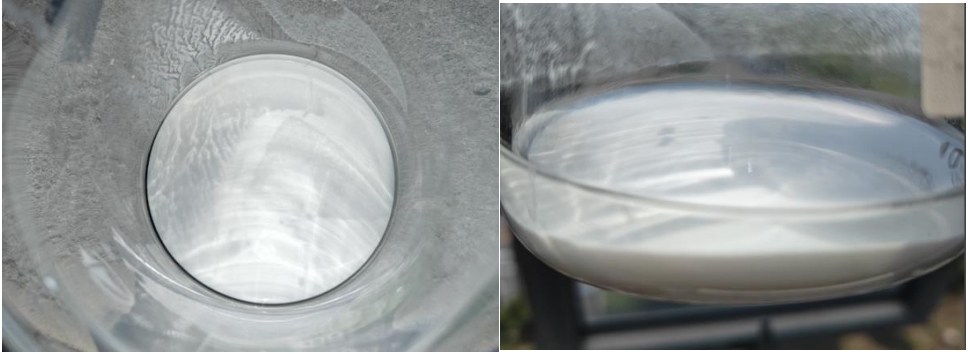
(3) 实验过程中发现原水存在乳白色悬浮物,静置后沉底,具体可见下图。
6、总结与计划
6.1、实验总结
本次小试实验在原水温度70℃,酸吸收液pH=1条件下:废水加碱量约为1.5g/L(pH=9.03)原水流量为13.2L/h时,一级膜脱氨在稳定运行后产水氨氮含量为9.5mg/L,即满足排水氨氮要求。原水进水20L,硫酸吸收液减少约0.2L。
为确保出水达标稳定排放,可控制加碱量为1.5g/L,原水流量为12.0L/h,一级膜脱氨在稳定运行后产水氨氮含量为7.2mg/L。
6.2、实验计划
计划下次实验是进水走壳层,根据本次实验相同条件,对比管程实验结果。
最新新闻









